


TEBAK®SLIDEWAY BRICK COLOR :
STANDARD WIDTH:
100MM,200MM,300MM.
OTHER SIZE WIDTH IS ALSO AVAILABLE ,PLEASE INQUIRY FOR US .
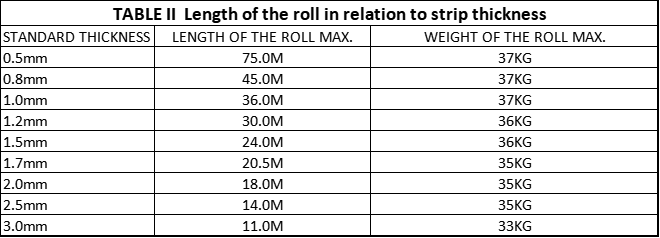
STANDARD LENGTH AND WEIGHT OF THE ROLL FOR 300MM.
OVERVIEW OF TEBAK®SLIDEWAY SHEET
TEBAK®SLIDEWAY – Linear Bearing Material
Turcite is PTFE (polytetrafluoroethylene) resins with added fillers such as bronze, that are extruded into solid billets as opposed to compression molding. Billets are then skived to a nominal thickness in 12″ wide rolls, with lengths varying depending on thickness. One side or both sides are etched depending on application to accept the adhesive. TEBAK®SLIDEWAY is a polytetrafluoroethylene (PTFE) based bearing material with low friction for machine tool industry linear bearing applications.
1) Turcite B comes in 12″ wide rolls, or custom cut to your specifications.
2) Rolls up to 60 feet long are available upon request (lead-time may apply)
3) Bond Turcite® B to steel surfaces with Waylock® Adhesive
Testing has shown that PTFE based compounds are resistant to virtually all media, cutting fluids and slideway oils. Additionally, these compounds feature outstanding wear resistance and friction characteristics. Head-to-head material testing has shown that Turcite B outperforms key competitive materials for low friction. Turcite B was developed to meet the needs of machine tool manufacturers looking to improve machine tool efficiencies through low friction material technology and reduce stick-slip effect in machine transitions while still maintaining positioning accuracy and vibration damping.
FEATURES AND BENEFITS OF TEBAK®SLIDEWAY SHEET
Features and Benefits of TEBAK® SLIDEWAY SHEET:
1) Low friction without stick slip for positional accuracy at different velocities, especially low speeds
2) Low coefficient of friction in intermittent lack of lubrications
3) Chemical resistant to a broad range of lubricants for extended product life
4) Reduces machine tool vibration through damping characteristics
5) Minimal abrasion of hardware, preventing damage to counter surfaces
6) High wear resistance for extended product life
7) Thicknesses to meet design requirements
The information in this brochure is based on many decades of experience in the manufacture and application of sealing and bearing systems. However, unknown parameters and conditions may restrict general statements during usage. It is vital that Customers satisfy themselves as to the suitability of individual products through adequate testing. For this reason, and due to the wide range of applications of our products, Busak+Shamban can accept no liability as to the suitability or correctness of our recommendations in individual cases.
The application limits for pressure, temperature, speed and media given in this catalogue are maximum values determined in the laboratory. During practical applications it should be remembered that due to the interaction of the operating parameters, the maximum values must be set correspondingly lower. For exceptional operating conditions, please contact your Busak+Shamban representative.
This edition supersedes all previous catalogues. This catalogue, or any part thereof, may not be reproduced without our permission.
®All trademarks are the property of Busak+Shamban, Dowty Engineered Seals, Forsheda. QUAD-RING® is a trademark of Quadion Corporation.
@Busak+Shamban. All rights reserved.
The turquoise colour is a registered trademark of Busak+Shamban.
GENERAL
Tsdts® Slydway®. is a high performance thermoplastic material for use on linear bearing application as found on the guideways of machine tools and other linear bearing applications. Guideways on machine tools ensure the exact direction of motion of components such as slides, sleeves, quills, plungers, etc. At the same time, guideways must bear the weight of the guided components and workpieces and absorb the machining forces without deformation. This places critical demands on the machine tool guideways:
1) High accuracy and repeatability of the working movements
2) High performance over many years
3) Low production costs
4) Low friction without stick-slip as a precondition for positional accuracy at differing velocities
5) Low wear, even in the event of poor or failed lubrication
6) Backlash-free or minimum backlash for high repeatability even under load
7) Good damping behaviour even with interrupted cutting operations to minimize chatter.
®Turcite. ®Slydway has been well proven worldwide for many years in many sectors of machine tool and other heavy duty engineering industries (see Figure 1).
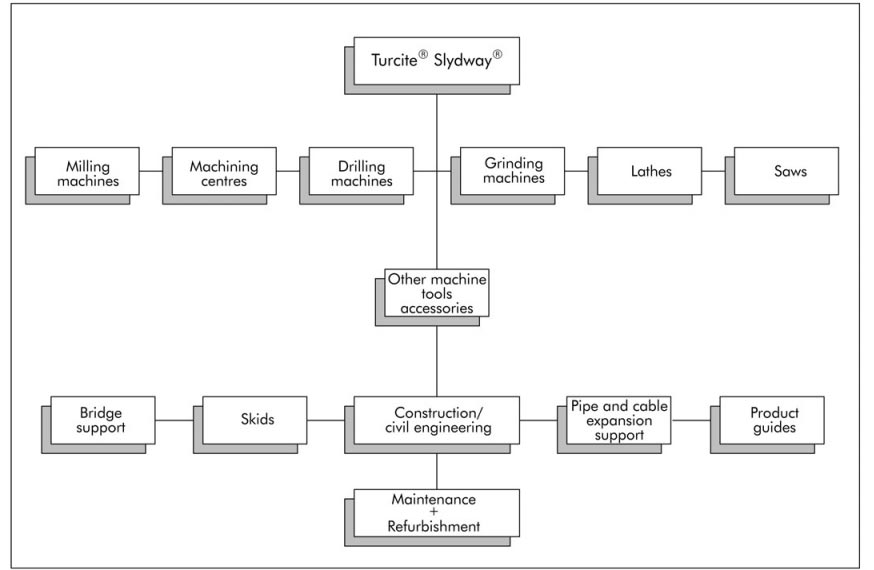
Figure 1 Fields of Application for TEBAK®SLIDEWAY.
APPLICATION
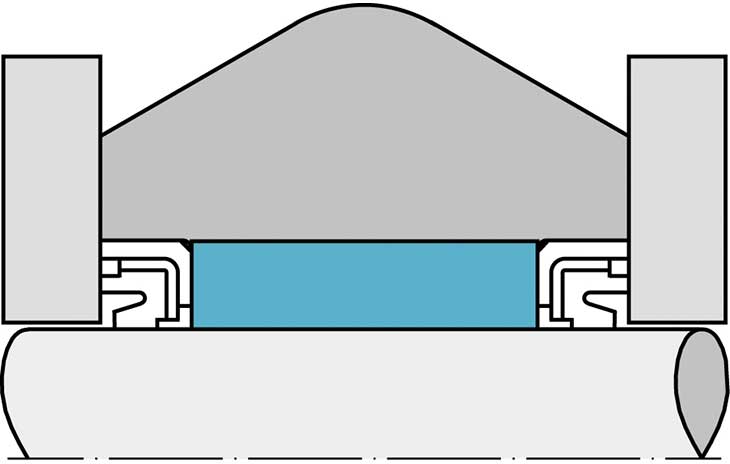
Slydway® can be used in a wide variety of applications. The application examples show forms of sliding slydways® coated with Turcite®. already in use in the machine tool industry (figure 2 on page 4). Slydway® is also applicable to other heavy duty linear bearings in the construction or civil engineering markets including bridge supports, skids, pipe or cable expansion supports, telescopic arms or any other linear application. Slydway®’) is normally bonded to the moving surface only of a linear bearing application. It is subsequently finish machined by milling, grinding and/or scraping to provide a suitable counterface to the cast iron, steel or other static face.
DESIGNS
Slydwayc® meets the modern demands mode by different guide systems and dimensions. It is available in thicknesses of 0.5 to 5 mm and widths up to 300 mm. It can be supplied cut to the specified length or as off-the-roll material. Table III, page 10, shows the standard sizes available. Slydway® is especially applicable to the refurbishment of worn machine tools. Worn linear bearings can be machined back and brought to the original working tool heights and centre lines by the application of Slydway®. material of suitable thickness.
CHARACTERISTICS
Slydway® is manufactured from the specially developed high-performance thermoplastic Turcite®. and modified for the special requirements for linear bearing applications. In order to achieve good adhesion when bonding with the machine components, the surface is chemically treated.
ADVANTAGES
1) low friction, no jamming, no stick-slip, particularly at low sliding speeds
2) good mechanical properties, wear-resistant and dimensionally stable
3) safaty against dry running in the event of poor or no – lubrication
4) high wear resistance, thus ensuring a long service life
5) good emergency running properties, no tendency to seize
6) damps and absorbs vibrations
7) impervious to soiling and moisture
8) chemically resistant to aggressive cooling lubricants
9) dimensions available from stock, simple and cost-effective handling.
Material characteristics – Turcite’ TB
Only one side is chemically treated for applying adhesive
|
Colour of the treated surface: brownt dark brown Colour on the non-treated surface (sliding surface): |
green-grey |
|
Water absorption: |
< 0.01 % |
|
Linear coefficient of expansion: |
6 x 10-5 1/K |
|
Thermal conductivity at 20 °C: |
0.8 W/m •K |
|
Max. pressure load for 1% deformation: |
930 N/cm2 |
|
Hardness: |
60 Shore D |
|
Hardness: |
60 Shore D |
|
Modulus of elasticity at 40°C: |
1.000 N/mm2 |
CHEMICAL RESISTANCE:
Turcite® TB has a very good chemical resistance and is resistant to coolants, clear coolants and lubricants.
Material characteristics – Turcite® T51
Both sides are chemically treated and can both be|
Colour of the treated surfaces: |
black |
|
Colour after machining the treated surface (sliding surface): |
black |
|
Water absorption: |
< 0.01 % |
|
Linear coefficient of expansion: |
1 x 10-4 1/K |
|
Thermal conductivity at 20°C: |
– |
|
Max. pressure load for 1% deformation: |
– |
|
Hardness: |
66 Shore D |
|
Modulus of elasticity at 40°C: |
1.000 N/mm2 |
CHEMICAL AND MECHANICAL RESISTANCE:
Turcite® 151 has good resistance against lubricated and poor lubricated moving components. Good sliding properties against soft metal surfaces – see “Mating surfaces” on page 7.
STORAGE INSTRUCTIONS
Slydway® should be stored at room temperature and in dry environments protected from light. The shelf life is limited and depends on the storing conditions.
COEFFICIENTS OF FRICTION
In use Slydway® displays only a slight difference between static friction and dynamic friction, thus eliminating any stick-slip. When used in numerically controlled machines, this produces higher positioning and reproduction precision.
STATIC FRICTION
The coefficient of static friction for a Slydway® bearing depends on the material pairing in question and on the surface roughness of the Turcite® -B sliding surface, on the mating surface and on the lubrication.
Figure 5 shows the range of static friction when using different oils. The values were determined on a scraped Turcite® . TB sliding surface with a surface contact pressure of 35 N/cm2 and a surface roughness of the guide of Ra = 0.6 pm.
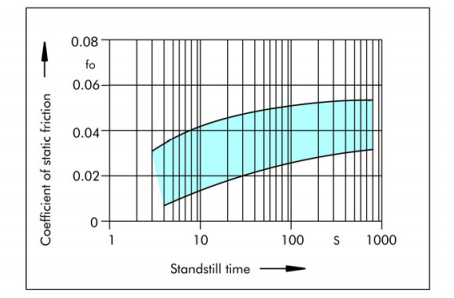
Figure 5 Range of the coefficient of static friction 4) for Turcite® TB as a function of the standstill time when using different lubricants
DYNAMIC FRICTION
The dynamic friction for a Slydway® has a practically linear pattern over the whole speed range. The good material pair of Turcite®. TB and hardened steel guides can be clearly seen in the mixed friction zone. With a combination of a surface load of 35 N/cm2 and a scraped Turcite® TB surface, the coefficient of friction reaches
f = 0.022 – 0.055.
Figure 6 shows the least differences at the transition to the hydrodynamic range. With higher surface pressures of up to 200 N/cm2, the sliding behaviour changes only insignificantly.
Good lubrication is of paramount importance in order to achieve a controlled level of dynamic friction.
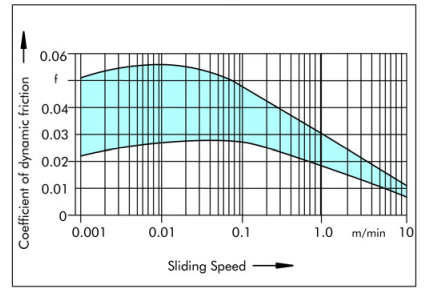
Figure 6 Range of the coefficient of dynamic friction (f) as a function of the sliding speed when using different lubricants
WEAR
The service life and the continuous precision of Slydway® is determined primarily by its wear behaviour. Slydway® linear bearing are generally supplied with adequate lubrication. Should the lubricant supply suddenly be interrupted, Slydway® will remain functional with low wear even for prolonged periods due to the self-lubricating properties of the material. Very It wear rates are achieved using the combination of Slydway® and hardened mating surface. The wear behaviour is determined to a great extent by the ambient influences. It is important to protect the guides from external soiling by using covers and seals. Slydway® has the great advantage of being able to absorb and embed small did particles, thus preventing immediate seizing, damage and extreme wear of the guides.
START-UP PHASE
A linear bearing application, using Slydway® should always be well lubricated during the start-up phase. During the start-up phase, very fine particles of the Turcite material are deposited on the mating surfoce. This leads to a slight shading of the metallic running surfaces. The start-up phase is then concluded with the smoothing phase. A very low level of friction and wear is then reached which remains essentially constant (Figure 7). The guides can then be used for continuous operation.
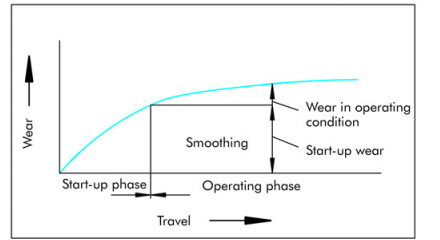
Figure 7 Wear as a function of the operating condition
SLIDING WEAR
Slydway® are set backlash-free or even slightly preloaded, thus ensuring s very high continuous precision even over many years. The sliding behaviour is then determined primarily by the lubricant and the surface finish. Figure 8 shows the wear behaviour of a scraped Turcite® TB Slydway® with a mean load of 50 N/cm2 with adequate lubrication.
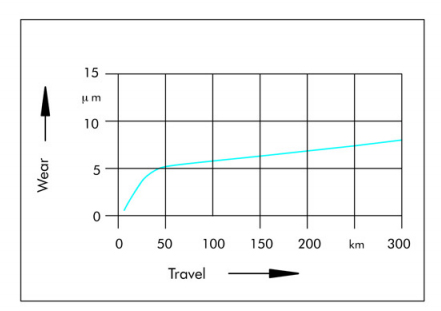
Figure 8 Wear behaiviour of Turcite® TB Slydway®
TEMPERATURE
The temperature at the sliding surfaces should be kept as constant as possible. In the event of elevated temperatures, an adequate heat dissipation must be assured by means of lubrication.
INSTALLATION INSTRUCTIONS
Fixing Slydway® material
Slydway® material is fixed to the base material by bonding. Performed with the necessary care, bonding is a reliable and inexpensive fixing method.
Surface Preparation:
The preparation of the parts u be bonded together is of ultimate importance for achieving a good bond.
The preparation of the parts u be bonded together is of ultimate importance for achieving a good bond. Machining of the adhesive surface is crucial for optimum bonding of Slydway®. To a certain extent, the surface roughness assists the bonding ability of the adhesive.
Surface roughness Ra = 0.8 to 3.2 µm.
Additional possibilities of roughening the surface ore sandblasting and rubbing with emery cloth (grain size: 100).
CLEANING THE SURFACE FOR BONDING
Before applying the adhesive, the bonding surfaces must be cleaned thoroughly and freed from oil, grease, dust and rust. Impurities can be removed by washing with a commercially available degreasing agent such as acetone (oil-free), etc. When refurbishing machine tools with cast iron surfaces, flame treating of the porous surface remove embedded oil deposits may be beneficial.
BONDING SLYDWAY®
Slydway® should be bonded in a clean environment and at normal room temperature, ideally 20’C. A good two-component epoxy-resin adhesive is used. After mixing, apply the adhesive components 5 both parts to be bonded using a serrated spatula. Place Slydway®. material onto the surfaces to be joined and bad them uniformly to eliminate any air and excess adhesive.
IMPORTANT NOTE:
1) Turcite TB is treated for bonding on one side only !
2) Apply adhesiveA the dark brown side only
3) Try AavAd adhesive on this side
The pads should not shifted relative to one another during the prescribed hardening time. Finish machining of the Slydway® surface is carried after the adhesive has hardened. We can offer a Busak+Shamban two-component epary-resin adhesive. Please send for our detailed bonding instructions.
SAFETY PRECAUTIONS
When bonding Slydway® with epoxy-resin adhesives, the safety precautions in accordance with DIN 52900 must be observed. The working areas should be adequately ventilated. Smoking should be avoided during bonding and machining.
MACHINING
Slydway® ” can be machined mechanically after the bonding point has set. Slydway® materials can be machined quite easily.
MACHINING METHODS
Precision Milling
For precision milling tools such as face cutters with one or more cutting edges made from high-speed steel, tungsten carbide or ceramic materials can be used.
Surface qualities such as those achievable when grinding can be produced with high cutting rates (up to 800 m/min) and Is feed rates. In order to achieve a good surface finish, a small cutting depth is to be recommended.
No cooling is generally needed when milling Slydway®

GRINDING
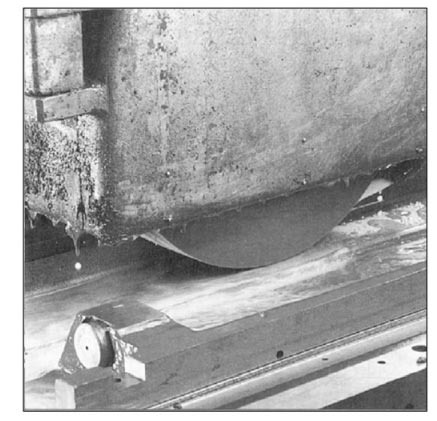
FIGURE 10 GRINDING
SCRAPING
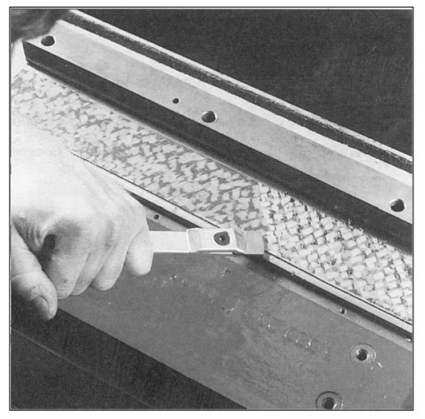
FIGURE 11 SCRAPING
OIL GROOVES
Slydway® can be machined to incorporate oil or lubrication groove patterns. The configuration of the groove is optional. The optimum result is obtained by milling the oil grooves into the material to a depth of 0.5 – 0.6 mm. Milling completely through the material into the metal saddle is not recommended. For any pattern chosen, it is extremely important that the milled grooves maintain a generous, smooth radius which blends the top of the groove back to the surface of the material without creating any sharp edges. Oil grooves should never be machined closer than 6 mm to the edge and 15 mm from the ends of the bearing material.





